Lean manufacturing es una metodología de trabajo que hace más productivos los procesos de una empresa.
La filosofía LEAN parte del Sistema de Producción Toyota (TPS), dicho sistema es un sistema de pensar individual y colectivo evolucionado a un modelo de gestión del trabajo. El TPS fue creado por Kiichiro Toyoda, miembro de la familia fundadora de Toyota, detalla David Molina, experto en logística, lean y cadena de suministro.
“Sus fundamentos se basan en una filosofía de mejora continua, gestionada mediante el ciclo deming, que busca la calidad total con el objetivo de proporcionar unos procesos y operativas, adaptativas a las diferentes realidades de los mercados y tiempos.
 El TPS tiene como objetos: el flujo pieza a pieza con plena calidad y la creación de valor a los clientes externos e internos.
El TPS tiene como objetos: el flujo pieza a pieza con plena calidad y la creación de valor a los clientes externos e internos.
Ante cualquier anomalía, variabilidad o desperdicio de los procesos, estos se analizan desde todos los ángulos con el objetivo que conocer la causa primigenia.
Una herramienta útil para este fin y altamente utilizada es la técnica de los 5 por qué. El aporte de valor se logra mediante la evaluación y mejora constante de los subprocesos y la eliminación de desperdicios, variabilidades y sobrecargas, logrando con ello una reducción de costes, a la par que una adaptabilidad continua a los cambios de los mercados, y una mayor eficiencia de los recursos utilizados.”
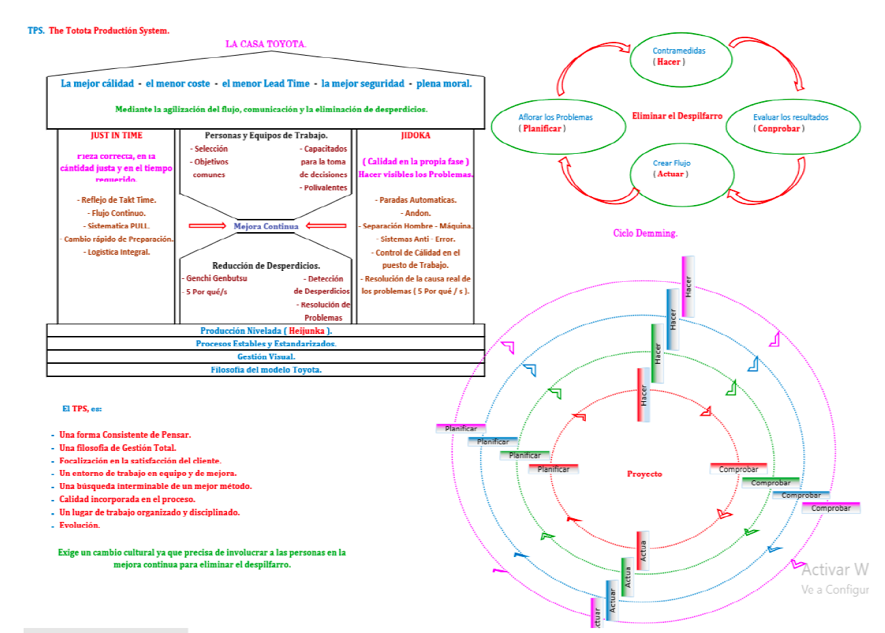
Gráfico aportado por el experto en Lean Manufacturing David Molina
Existen otras herramientas, técnicas y metodologías, que podemos utilizar, según las circunstancias y necesidades de cada compañía. Conocer las herramientas y saber cuál utilizar en cada momento es clave para conseguir los objetivos marcados. Estas se complementan entre sí, por lo que probablemente una vez, que se comience con una herramienta o técnica, es probable que se utilicen otras.
Joan Pau Massot, Lean Six Sigma Black Belt, especializado en la implantación y desarrollo de metodologías de mejora continua, hace referencia a los casi diez años que lleva trabajando en ware housing y logística con metodología Lean: “he podido comprobar la tendencia y evolución de usar todas sus herramientas, ya no solo para mejorar los indicadores de negocio deseados, sino usar las herramientas de mejora continua y los kaizen events para ir más allá y mejorar los soft skills de la gente involucrada. Como si fuese una herramienta de aprendizaje más.
Habitualmente, no se habla del octavo Lean waste/muda, que sería aprovechar las competencias de la gente para seguir mejorando día a día. Creo que ahí está el reto. Mejorar las competencias de las personas para que sean capaces de seguir mejorando los indicadores de negocio”.
Carlos L. Marco Ortega, ingeniero industrial especializado en desarrollo de proyectos interim management y autor de ExceLence Management reconoce que incorporó el concepto Lean a su portfolio profesional con cierto carácter retroactivo: “cuando conocí la existencia de la sistemática de la ´proceso delgado´ me di cuenta de que, en cierto modo, la venía aplicando de manera intuitiva durante años y ahora le estaba poniendo nombre.
En cualquier caso, he tenido la oportunidad de aplicar esta metodología en situaciones y entornos muy diferentes, lo que me ha permitido validar su grado de eficiencia, teniendo en cuenta, que contribuye a mejorar los procesos de forma sistemática y permite, que cualquier empresa, pueda posicionarse en el flanco más alto a nivel competitivo de su ámbito de acción”.
Juan Carlos Millas, director de producción y experto en lean manufacturing, condensa en tres recomendaciones sus cinco intensos años de implantación con éxito en una multinacional, de un Sistema Integral de Mejora Continua(CCI – TRACC).
1) Elaborar la curva recursos necesarios y grado de implantación para definir nuestro objetivo. Es imprescindible ver instalaciones con años de desarrollo en Lean.
2) Involucrar a los equipos de producción en cada etapa y avance, asegurando lo conseguido.
3) Trabajar en la mejora, sin olvidarnos de que hay que producir. El camino se facilita mediante el uso de herramientas flexibles, abiertas y personalizables: un sistema integrado, un MES-SCADA, apps de matriz de capacitación, de planes de formación, de auditorías de HSE y 5S.
Herramientas, técnicas y metodologías Lean Manufacturing
Pasemos a resumir brevemente algunas de las herramientas lean más utilizas:
5S
5S es una de las herramientas lean más utilizadas. Toma su nombre de los cinco pasos (en inglés), que hay que seguir para ordenar y organizar el área de trabajo. Una vez en funcionamiento, permite resultados más rápidos y efectivos. Estos son sus cinco pasos:
- Ordenar (Sort): eliminar todo lo que no es necesario.
- Poner en orden (Set in order): Organizar el resto de elementos.
- Brillar (Shine): Limpiar e inspeccionar el área de trabajo.
- Estandarizar (Standardize): Escribir normas para lo anterior.
- Sostener (Sustain): Ir aplicando las normas en cada ocasión de forma continua.
Andon
Otro sistema muy útil es Andon, una herramienta de retroalimentación visual para una planta de fabricación. Con esta herramienta cada empleado puede ver la situación de la producción en tiempo real, alertando si hay alguna urgencia y permitiendo a un operador detener la producción si lo necesita. De esta forma, toda la planta puede dedicarse a solucionar el problema y volver a retomar la producción lo antes posible, asegurando el buen funcionamiento de la misma.
Análisis de cuellos de botella
El análisis de cuellos de botella es otra de las herramientas lean más efectivas a la hora de mejorar un proceso de fabricación. En este caso, la clave está en identificar el cuello de botella, es decir, la parte o las partes del proceso de fabricación que limita el rendimiento total.
Una vez identificada, se centran los esfuerzos en mejorar estos cuellos de botella y así lograr que la producción no tenga ningún punto especialmente débil.
Flujo continuo
El trabajo en flujo continuo (one piece flow) supone que todo el proceso de fabricación se realice de forma continuada, sin pasos intermedios que hagan perder el tiempo y perjudiquen la productividad.
Mediante el mismo se consigue tener un menor inventario, se evitan transportes innecesarios y se reducen los tiempos de espera.
SMED
Luis Carlos Sanz, experto senior en automatización de procesos en el sector automovilístico, añade esta técnica Single Minute Exchange Die, muy utilizada en esta industria por ser muy fácil de implementar y proporcionar resultados espectaculares”.
En la producción industrial, es estratégico controlar y planificar los tiempos del cambio de utillaje, como factor determinante en la mejora de la disponibilidad operacional de la máquina y de la competitividad de la empresa.
El objetivo del SMED es analizar y mejorar mediante la definición de:
- El tamaño de lotes
- El coste, medido en tiempo, del cambio de utillaje
Hay que diferenciar dos tipos de operaciones dentro del proceso de análisis SMED:
- a) Internas. Se realizan a máquina parada: cambio de utillaje en la máquina y ajustes.
- b) Externas. Operaciones que pueden realizarse con la máquina mientras está enproducción.
Una vez analizados los resultados de ambos procesos, se procede a formular un plan de las mejoras a implementar por un equipo de trabajo multidisciplinar, coordinado por el ingeniero de procesos, y participando el responsable de producción de la sección objeto del SMED; además de los técnicos de mantenimiento y preparación del utillaje. Dentro de estos equipos de trabajo, se invita a participar a personas no relacionadas directamente con el proceso productivo (administración o RRHH, por ejemplo), porque siempre aportan un punto de vista complementario y muy positivo en el resultado final.
Los tiempos del cambio de utillaje pueden llegar a reducirse hasta un 50% solo con aplicar correctamente las técnicas SMED, implicando un aumento en la flexibilidad de la programación de la producción de la máquina.
Gemba
Gemba, también conocido como el lugar real, es más una filosofía que una herramienta. En este caso se recomienda que los jefes de producción y directivos no estén encerrados en sus oficinas, sino que pasen tiempo entre los obreros de la planta, hablando con ellos y conociendo a fondo los problemas que pudieran surgir.
Heijunka
Con nombre japonés encontramos heijunka, que significa nivel de programación. En este caso, esta herramienta se basa en programar lotes más pequeños, a través de la secuenciación de variantes de productos en un mismo proceso.
De esta manera de reducen los tiempos de entrega y se consigue mejorar el inventario.
Hoshin Kanri
También en japonés tenemos Hoshin Kanri, que traducido significa despliegue de políticas. En este caso se trata de una técnica que busca alinear tres aspectos diferentes: los objetivos de la empresa, los planes de los cargos medios y el trabajo de la fábrica.
Los objetivos serían la estrategia, los planes serían las tácticas y el trabajo de los operarios serían la acción. Solo cuando estrategia, tácticas y acción estén alineados se podrá conseguir los objetivos marcados.
Justo a tiempo
Justo a tiempo, conocido por sus siglas en inglés JIT, es también una filosofía de trabajo más que una herramienta. Esta metodología busca producir solamente la demanda real de los clientes y no trabajar a través de demanda proyectada. Para poder llevarla a cabo hay que usar otras herramientas como Heijunka o Flujo continuo.
JIT permite reducir los niveles de inventario, mejorar el flujo de caja y reducir la necesidad de espacio en los almacenes.
Kaizen
Kaizen, conocida en castellano como mejora continua, es una estrategia centrada en que todos los empleados trabajen de manera conjunta y de forma proactiva, para conseguir mejoras que puedan aplicarse en el proceso de fabricación. Se trata de una manera de combinar el talento de la empresa y conseguir mejoras por parte de las personas que mejor conocen cada procedimiento.
Fabián Cortés, experto en Real State y Lean Manufacturing, define Kaizen como “la metodología de mejora continua, basada en la participación e involucramiento de todas las personas de la compañía, aprovechando el talento de todos ellos; todo ello, mediante una participación abierta y organizada en un sistema de sugerencias, talleres Kaizen o los Kaizen blitz, enfocada en evitar los desperdicios en la empresa llamados Mudas.
Para lograr esto, es vital una participación de todos y un compromiso total de la dirección. En la fase formativa, que es la que unificará criterios dentro de la organización, es fundamental lograr el objetivo de romper los paradigmas de trabajo actuales. Esta es la parte crítica para poder cimentar la metodología en una compañía.
Kaizen logra que las mejoras sean continuas y sostenibles en el tiempo, también motiva a las personas y valora las aportaciones de estas. Si el Kaizen forma parte del ADN de la compañía, formará parte también del ADN de las personas en cualquier ámbito de la vida.”
KPI
Los KPI o indicadores clave de rendimiento son métricas diseñadas para conseguir los objetivos de la empresa. Para que un KPI funcione debe cumplir tres requisitos:
- Estar alineados con los objetivos estratégicos de alto nivel de la compañía.
- Efectivos para exponer y cuantificar pérdidas y problemas.
- Los empleados pueden seguirlos fácilmente.
Como apunta Germán Gosalbez, experto en dirección de producción/operaciones y lean management, los KPI deben ser SMART o inteligentes:
- Specific – Específico: Bien definido, claro y sin ambigüedades.
- Measurable – Medible: Se debe poder cuantificar de forma evidente y clara.
- Achievable – Alcanzable: Se deben de poder alcanzar, lograr y hasta batir. Han de ser realistas.
- Relevant – Relevante: Los KPI son indicadores clave, representativos y críticos del proceso.
- Timely – Temporal/Oportuno: Deben ser medibles a lo largo del tiempo y a tiempo.
Eficacia general del equipo (OEE)
El OEE es una herramienta que se utiliza para medir la pérdida de productividad en un proceso de fabricación. Para ello se rastrean y analizan tres categorías diferentes:
- Disponibilidad
- Rendimiento
- Calidad
Una vez analizado, podremos ver qué eliminar o mejorar para lograr un 100% OEE, es decir, una producción perfecta de piezas buenas, lo más rápido posible y sin tiempo de inactividad.
PDCA (Planificar, Hacer, Verificar, Actuar)
PDCA son las siglas en inglés de Planificar, Hacer, Verificar y Actuar, los puntos clave de esta metodología iterativa para implementar mejoras. Funciona de la siguiente manera:
- Plan: Se desarrolla una hipótesis, se establece la forma de operar y los resultados que se requieren)
- Hacer: Ejecutar el experimento o implementar dicho plan.
- Verificar: Evaluar y verificar si se han conseguido los resultados esperados.
- Actuar: Repasar, mejorar si es posible y volver a hacerlo.
Poka-Yoke
Poka-Yoke está centrado en la detección y prevención de errores en la producción. El objetivo es que se logren productos perfectos, sin ningún tipo de defectos. Para ello, no se centra la identificación de los defectos en la inspección, sino que se crea un marco de detección y prevención de errores de forma previa.
Análisis de la causa raíz
En este caso, estamos ante una metodología de resolución de problemas. La idea es resolver el problema subyacente y no perder el tiempo en soluciones rápidas que no solucionen a fondo el problema. Normalmente se realiza preguntando cinco veces por qué ha ocurrido, de manera que se llegue al verdadero problema subyacente y se puedan aplicar medidas correctivas.
Seis grandes pérdidas
Conocida también por su nombre en inglés, Six Big Looses representan a las seis opciones más habituales en la pérdida de productividad. Para solucionarlas se crea de antemano un marco de actuación frente a cada una de ellas, de forma que antes de que se produzca el problema ya contemos con la solución:
- Averías
- Configuración / Ajustes
- Pequeñas paradas
- Velocidad reducida
- Rechazos de inicio
- Rechazos de producción
Trabajo estandarizado
En cualquier proceso de fabricación hay una serie de tareas estándar. Mediante el trabajo estandarizado se documentan todos los procedimientos de la empresa, de manera que sea más fácil capturar cada mejora y aplicarla, así como asegurarse que las nuevas mejoras se sigan o tener un referente desde donde mejorar los procedimientos.
Mantenimiento Productivo Total (TPM)
El TPM es un enfoque integral del mantenimiento que se centra en el mantenimiento proactivo y preventivo para maximizar el tiempo operacional del equipo. Se desdibuja la distinción entre mantenimiento y producción al poner el énfasis en capacitar a los operadores para ayudar a mantener sus equipos.
El objetivo es crear una responsabilidad compartida para el equipo que fomenta una mayor participación de los trabajadores de la planta.
Mapeo de flujo de valor
Por último, contamos con el mapeo de flujo de valor o Value Stream Mapping, una herramienta delean manufacturing utilizada para que el flujo de la producción se represente visualmente.
Este mapa visual muestra el estado actual y futuro de los procesos de una manera que destaca las oportunidades de mejora.
Fuentes: Lean Manufacturing 10| Lean Production






