En el anterior artículo hablábamos de las herramientas y técnicas más útiles de Lean Manufacturing.
Este artículo forma parte de un texto más amplio aportado por David Molina sobre Lean Manufacturing. Hemos dividido su partición en dos partes.
En esta primera parte, David introduce la filosofía Lean, las fases del proceso y el análisis del proceso.
……………………………………………
Lean manufacturing: Introducción
Como mencionamos en el anterior artículo Lean manufacturing: herramientas y técnicas útiles la filosofía LEAN parte del proceso del Sistema de Producción Toyota (TPS), un sistema de pensar individual y colectivo, evolucionado a un modelo de gestión de trabajo. En ese artículo tenéis una representación gráfica de este TPS.
El TPS tiene como objetos el flujo pieza a pieza con plena calidad y la creación de valor a los clientes externos e internos.
Ante cualquier anomalía, variabilidad o desperdicio de los procesos, estos se analizan desde todos los ángulos con el objetivo que conocer la causa primigenia.
Una herramienta útil para este fin y altamente utilizada son los 5 por qué

El aporte de valor se logra, mediante la evaluación y mejora constante de los subprocesos y la eliminación de desperdicios, variabilidades y sobrecargas, logrando con ello una reducción de costes a la par que una adaptabilidad continua a los cambios de los mercados y una mayor eficiencia de los recursos utilizados.
Para ello, son elementos clave de análisis los términos: MUDA, MURA y MURI.
MUDA: Hace referencia a los desperdicios (son principalmente 7: Inventarios, Movimientos, Reprocesos, Esperas, Transportes, Sobreproducción, Sobreprocesos)
MURA: Hace referencia a la variabilidad (de la demanda, de tiempos de trabajo, de tiempos de espera, etc.)
MURI: Hace referencia a la sobrecarga del volumen de trabajo para la persona, máquinas, materiales
Estos 3 elementos están directamente relacionados y reflejan una gestión de la planificación incorrecta.
Los procesos no equilibrados en donde existen variabilidades de volúmenes de trabajo, de tiempos de operativa, de transporte, de recursos disponibles (superficies, máquinas y personas) derivan en una sobrecarga para dichos recursos, lo que redunda en los 7 modelos de desperdicios anteriormente reflejados, los cuales se convierten en subprocesos dentro de los propios subprocesos, que no aportan valor, pero que consumen recursos y tiempos).
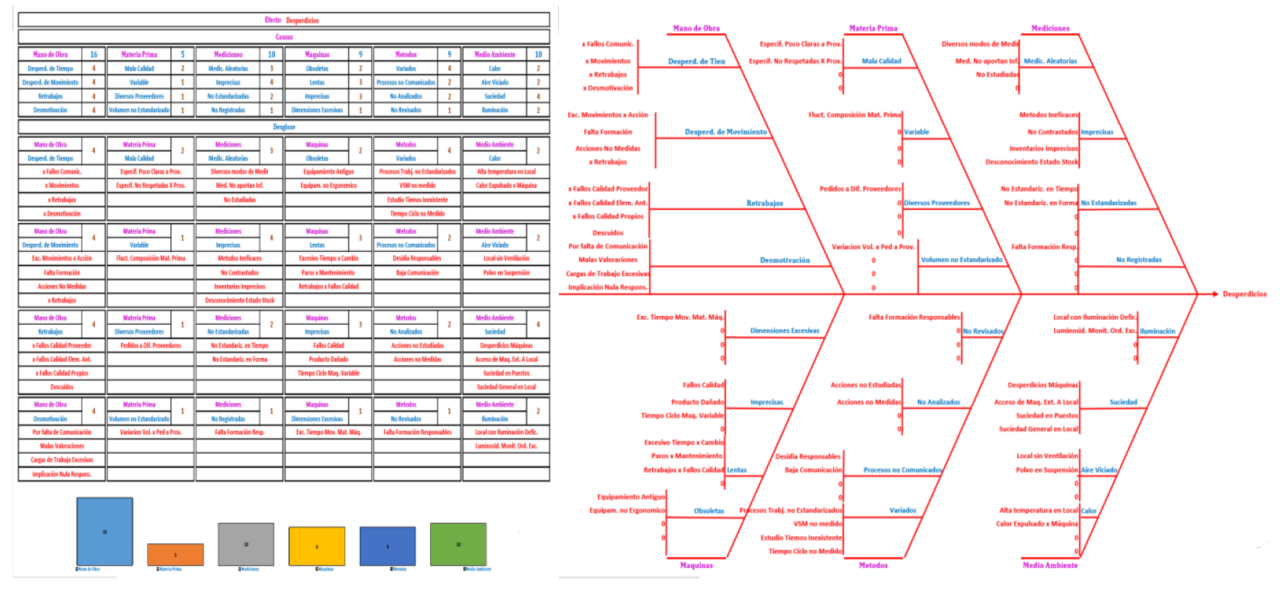
De igual modo, el LEAN analiza y clasifica los desperdicios en 6 grupos, las 6M.
- Desperdicios de máquinas.
- Desperdicios de materia prima.
- Desperdicios de mano de obra.
- Desperdicios de método.
- Desperdicios de mediciones.
- Desperdicios de medio ambiente.
El estudio de todos ellos y su análisis permite optimizar el proceso.
Su estudio suele representarse mediante un diagrama de ISHIKAWA (Diagrama de pez).
Otro enfoque crítico en LEAN y ,que determina realmente el éxito de una implantación, se basa en la relación de las empresas con sus trabajadores y a la inversa.
En el LEAN la máxima jerarquía la ocupan los trabajadores, siendo necesario que se entienda, que lo primero a desarrollar en el proceso de implantación, no es un modelo de trabajo, sino un modelo de pensar.
Las directrices sobre el proceso de trabajo se dirigen de arriba abajo, esto es de desde la Dirección General al trabajador con menor responsabilidad, sin embargo, la implantación, desarrollo y evolución del proceso se han de gestionar de abajo a arriba.
Ello es debido a que son los trabajadores los que tienen mayor conocimiento sobre las características y circunstancias de sus puestos, y con su pro actividad e implicación, los procesos logran unas evoluciones que redundan en mejoras de las operativas de los sub procesos y a nivel global.
Un modelo LEAN basa su eficacia en alcanzar y en mantener en el tiempo la proactividad e implicación de los trabajadores.
Su eficacia se basa en el análisis constante, la evolución y la mejora continua en base a grupos de personas (KAIZEN).
El LEAN no busca los grandes ahorros sino los pequeños ahorros, las pequeñas mejoras que pulen el proceso y que juntas suponen más ahorro y mayores niveles de eficiencia que un gran ahorro solitario.
Un proverbio chino reza:
“Si quieres ahorrar dinero, no dejes de comprar aquella cosa que cuesta mucho y compras muy poco, sino deja de comprar aquellas cosas que cuestan muy poco y compras mucho”.
Es importante resaltar la necesidad de un modelo de gestión basado en GENCHI GENBUTSU, por la cual aquellas personas, que soportan la máxima responsabilidad ,conocen la realidad de los puestos. En japonés ,el término GENCHI GENBUTSU se refiere a no escuchar o dar por bueno lo que otros responsables pueden alegar, sino bajar a la planta y ver de primera mano la realidad del puesto y del problema.
La implantación del TPS (Sistema de Producción Toyota), consta de varios elementos y, aunque algunos de ellos pueden ser implantados de manera individual, esto no es conveniente, puesto que todos los elementos interaccionan entre sí y, solo se puede considerar una implantación del TPS como correcta, si se han contemplado e implementado todos los elementos que lo componen.
Si hacemos implantaciones individuales, no solo corremos el riesgo de no alcanzar los objetivos previstos, sino de empeorar los niveles anteriormente alcanzados.
No es posible desarrollar un modelo KANBAN si no se desarrolla e implementa un modelo JIT. No será posible implantar JIT si no se han desarrollado medidas para estandarizar los procesos productivos. Los procesos productivos no podrán ser realmente estandarizados si no se estandariza la producción en algún grado para intentar alcanzar cierto nivel de demanda determinista. Y no será posible el mantenimiento de una implantación LEAN si no se desarrolla un modelo de pensar en la compañía, que provoque la implicación de sus miembros, y, por tanto, la pro actividad de los mismos.
Fases del proceso
A fin de que el resultado final sea aceptado por todos, se ha de informar a los trabajadores y el proyecto se ha de organizar de forma que éstos tengan una participación plena.
El proceso de diseño del puesto de trabajo permite y necesita de la participación de los trabajadores. Se debe intentar admitir e integrar las aportaciones de los trabajadores, en el diseño del puesto.
En el proceso se han de deber tener en cuenta las fases siguientes:
1. Recabar las peticiones del trabajador.
2. Establecer las prioridades de estas peticiones.
3. Transferir las peticiones a:
(a) Especificaciones técnicas.
(b) Especificaciones del trabajador.
4. Evaluar e identificar los problemas de descanso.
5. Desarrollar de forma interactiva el diseño físico del puesto de trabajo.
6. Materializar el proyecto.
7. Establecer un período de pruebas de la producción para su integración progresiva en la operativa actual.
8. Fijar una fecha temporal limitada para la integración total del nuevo proceso y que este se desempeñe en producción plena.
Los puntos 4 y 5 se desarrollan para que el diseño del puesto no degenere en un malestar físico y, en ocasiones, mental en los trabajadores, lo cual supondría una reducción en la producción del puesto.
Cualquier puesto con un diseño inapropiado no solo produce un malestar físico y mental en la persona que desarrolla la labor, sino que también redunda negativamente en la producción del puesto.
En el momento de plantear un MTM (Estudio de tiempos y movimientos), la intención deberá ser comunicada a los trabajadores y estos deberán dar su conformidad para ello. De no alcanzarse la conformidad, dicho estudio no debería llevarse a cabo.
El proceso de pasos a seguir en un estudio MTM, serían los siguientes:
1- Se procede a filmar el proceso de producción actual, filmando y tomando los tiempos de cada uno de los movimientos y acciones que lo componen.
– El objeto de ello es dividir los procesos y subprocesos en movimientos, de cara a estudiar estos unilateralmente, así como globalmente, a través de sus interacciones.
– Todos los movimientos son medidos en segundos.
2- Todos los movimientos son calificados y analizados.
– Se estudia su nivel de importancia en relación al movimiento anterior y al posterior a él.
3- Se procede a separar las acciones en grupos de necesidad y tiempo.
– Las acciones se dividen en 3 grupos: Acciones que aportan valor, Acciones que no aportan valor pero son necesarias y Acciones que no aportan valor.
– El objetivo es definir aquellas acciones que aportan valor, definir y estudiar las acciones que no aportan valor pero son necesarias y eliminar aquellas acciones que no aportan valor ni son necesarias.
– Por otro lado, las acciones se dividen en acciones internas o externas, las internas se refieren a aquellas acciones que deben realizarse con la máquina parada y las externas son aquellas que pueden llevarse a cabo estando la máquina en funcionamiento.
4- Se procede a simplificar los movimientos y racionalizar el proceso.
– Se procede a crear un proceso más simple, tanto en elementos como en movimientos empleados para la realización de los mismos.
– El objetivo, consiste en reducir los elementos del proceso al mínimo y al mismo tiempo, reducir los tiempos y esfuerzos de los movimientos corporales necesarios, así como los esfuerzos visuales (Los esfuerzos visuales derivan en un agotamiento que se acaba interiorizando y es desmotivador).
5- Se procede a preparar el cambio de los elementos del proceso y establecer las herramientas para su evaluación.
– Se preparan los cambios y tiempos necesarios para su correcta implantación.
– Se establecen y formalizan las herramientas (Evaluación, Medición, etc.) estadísticas, para su análisis y estudio de resultados.
6- Una vez constatados los resultados así como la idoneidad y necesidad de su implantación, el proceso se formalizará, se dará a conocer e implementará.
– El proceso se estandarizará y se convertirá en el proceso a seguir desde ese momento.
– El proceso será comunicado a todos los elementos de la empresa, incluyendo a proveedores y clientes internos y externos.
– Todos los trabajadores, directa e indirectamente relacionados con el proceso, serán formados en él.
– Todos los proveedores y clientes, ambos internos y externos, que requieran cambiar elementos de sus procesos para ofrecer el servicio que nuestro proceso requiera, serán también formados en él.
Análisis Lean del Proceso
El análisis LEAN se desarrolla a la inversa, con la intención de dar respuesta a los cambios, que los procesos clientes pueden experimentar por la evolución en la operativa anterior o proveedora.
La aplicación de la filosofía LEAN y su metodología buscan optimizar el flujo de valor global, por ello y para aumentar el volumen de trabajo y mejorar su eficiencia, se plantean diversas posibilidades, siendo todas ellas analizadas y de llevarse a cabo estas, evolucionadas constantemente.
El análisis LEAN empieza con el desarrollo del diagrama de árbol de realidad actual y posteriormente el diagrama de árbol de realidad futura.
El diagrama de realidad actual permite discriminar la problemática, analizar las causas, sus consecuencias y las interacciones con los diferentes elementos de la operativa.

Posteriormente, ya focalizados los esfuerzos en el análisis de uno o varios elementos, sus procesos se diseccionan en todos sus componentes para proceder a su estudio detallado.
Todos los elementos del proceso, deberán ser definidos, medidos y analizados.
Un proceso no se puede analizar a posteriori y extraer conclusiones, si anteriormente no ha sido medido y dichas mediciones no podrán llevarse a cabo si las acciones, que han de ser medidas, no han sido definidas previamente en tiempo y forma.
El objeto de ello, es alcanzar un nivel en el que el sistema de trabajo permita el flujo pieza a pieza, buscando la calidad total, teniendo como objetivo que cada subproceso o proceso inicie su actividad sin tener que hacer frente a re trabajos y/o esperas.
Esto supondrá que los productos aparecerán cuando sean requeridos por el cliente, considerándose para ello a cada elemento del proceso como proveedor del siguiente y cliente del anterior, supone la gestión de una cadena de suministro interna.
Con este objeto, se busca evolucionar el sistema operativo de la empresa, si este es un modelo PUSH (Empujar), a un sistema PULL (Tirar) en base a las solicitudes de necesidades de producto por parte de los sub procesos clientes a los sub procesos proveedores y que permita una gestión bajo un modelo JIT.
Un metodo para alcanzar una gestión JIT, sería la utilización de un modelo KANBAN.
Tres definiciones del sistema JIT son las siguientes:
“Creación de una cultura de mejora continua en la que todos los miembros de la organización trabajan activamente para mejorar el rendimiento de la empresa a lo largo del tiempo.
Toda empresa LEAN persigue maximizar el valor que entrega a sus clientes y al mismo tiempo minimizar el desperdicio.”
Drew Locher
“El sistema JIT promueve la participación de todos los trabajadores en la problemática del proceso productivo, mediante el análisis en grupos perfectamente coordinados. Incrementan la motivación individual y colectiva, mejoran el entorno humano y profesional y permiten la formación y desarrollo de los trabajadores, disminuyendo a la vez el absentismo por la via de la responsabilidad.”
Ignacio Soret los Santos, ESIC.
“El sistema de producción JIT fue desarrollado inicialmente por TOYOTA y basa su aplicación en la eliminación radical de costes mediante la supresión de todos los elementos innecesarios en el proceso de producción y la adopción de un filosofía cimentada básicamente en un proceso continuo de mejora.”
Francisca Parra, ESIC.
El JIT, tiene como objeto garantizar que el trabajo fluya suavemente durante todo el proceso productivo.
Para la aplicación de un sistema JIT, hay que considerar el hecho de que, buena parte del modelo de gestión ha de ser modificado y es necesaria la aplicación de un TRADE-OFF, la cual es una solución de compromiso global, que tiene el objeto de facilitar la consecución de los objetivos de los procesos de la empresa, encontrando para ello una solución más eficiente en su conjunto para la empresa con el mínimo perjuicio de cada proceso en particular.
Cuando no se establece un procedimiento de TRADE-OFF se produce una SUBOPTIMIZACIÓN, en el que cada subproceso o proceso trata de optimizar sus resultados individualmente sin tener en cuenta al resto de procesos y por ende sin tener en cuenta los intereses globales de la empresa.
El JIT, por su propia naturaleza, es un sistema que permite encontrar e identificar de manera rápida y directa los problemas, fallos en procesos, cuellos de botella, etc. permitiendo, asimismo, tomar medidas correctoras y subsanar las ineficiencias.
El sistema JIT, utiliza el sistema de arrastre KANBAN, consistiendo en que cuando finaliza el trabajo de la última operación, se envía una señal a la operación anterior para comunicarle que ha de suministrar más productos (pedidos).
De igual manera, cuando este proceso se queda sin trabajo, a su vez, envía la señal a su predecesor, etc.
De esta manera, se arrastra el trabajo a través del almacén o fábrica, si no se puede o no se debe sacar más trabajo de la operación final no se envían señales a las operaciones precedentes.
Los pedidos solo se preparan o avanzan hasta el siguiente departamento o centro de costes si en este hay suficiente capacidad de absorción de trabajo o se requiere más volumen.
Por tanto, el sistema arrastra el trabajo (los pedidos) con el objetivo de satisfacer la demanda del departamento o sub proceso siguiente.
Una aplicación del modelo de arrastre de trabajo mediante un sistema JIT es el modelo denominado como SISTEMA DE CARRETAS.
El SISTEMA DE CARRETAS se puede describir gráficamente de la manera siguiente:

El grafico aquí expuesto describe una línea formada por 3 centros de costes o procesos diferentes (A, B, C). El gráfico muestra, como la mercancía avanza de un centro de costes al siguiente, según sean los requerimientos de la demanda de dicho centro, de la misma manera, inversamente a esta y con un sentido contrario al de flujo de mercancía, el flujo de información fluye de un centro al anterior, para informar a este de la necesidad o no de más volumen de trabajo.
Ambos flujos fluyen en la misma dirección pero en diferentes sentidos, es un modelo de gestión PULL (Tirar), en donde el volumen de trabajo es requerido.

Para optimizar los flujos y volúmenes de productos y por tanto de trabajo que fluye de un centro a otro del sistema, es aconsejable estandarizar un volumen de productos, de este modo los flujos de información y a la vez de productos están circunscritos a una determinada medida.
De este modo, es factible cuantificar los volúmenes de envío y, por tanto, de absorción de trabajo para los centros siguientes a aquel durante todo el proceso, facilitando con ello las transmisiones de información con demanda de más volumen de trabajo al centro anterior y en cuanto eso es posible son también viables las mediaciones de tiempo y personal así como los cálculos de eficacia y eficiencia.
Una explicación de un modelo Kanban es la siguiente:
El departamento de Planificación de la Producción, creará una planificación nivelada. Esta se enviará al primer elemento el proceso, el cual extraerá de un supermercado de entradas un contenedor o unidad de carga, que almacenará la cantidad indicada. Esta se procesará y se enviará al siguiente elemento del proceso, de manera individual en un flujo continuo y de calidad asegurada.
En el tiempo en que se realiza esta operación, el primer elemento cursará una petición para reabastecimiento de productos, cara a recibir estos en el momento en el que terminan sus operaciones con el anterior contenedor y para que sin pérdida de tiempo puedan continuar dichas operaciones con el siguiente contenedor de productos.
La petición de reabastecimiento se producirá mediante el uso de tarjetas Kanban. El trabajador, al iniciar la producción con el contenido del contenedor entregado, retirará una tarjeta Kanban y la depositará en un buzón. El operario de manutención se desplazará en una ruta preestablecida y medida, la retirará, entregándola en el supermercado, procediendo a retirar del mismo un contenedor de productos con una cantidad estandarizada y procederá a trasladarlo al primer elemento del proceso, a la par que cursará al proveedor una orden hacia atrás para solicitar el reabastecimiento del supermercado.
Todos aquellos elementos del proceso productivo, cuya operativa se gestione en base a stocks intermedios, actuarán con el mismo proceder. Según inicien la producción del contenedor que han recibido, cursarán una orden hacia atrás creando un flujo continuo de piezas y trabajo.
En todo momento, el estado de la producción será conocido a través de las diferentes tarjetas (Pendientes, En Proceso, Terminadas) ubicadas en un tablón, lo cual permitirá interactuar con la producción, adaptarse y evolucionar con ella, ya que la organización de la producción no estará gestionada principalmente por un ordenador sino por el movimiento de tarjetas.
Las tarjetas Kanban, también pueden consistir en señales luminosas que son transmitidas e informadas mediante el uso de paneles luminosos, visibles desde todas las áreas de la planta y para todos los elementos del proceso.
 En las tarjetas KANBAN, se indicará no solo el elemento destino sino también el momento temporal de entrega (Hora, Minuto), calculado en base a su tiempo ciclo estándar o real (en caso de haberse producido alguna incidencia), en la tarjeta aparecerá también una imagen y descripción del producto, Código Referencial, cantidad de producto en contenedor así como las ubicaciones de origen y destino.
En las tarjetas KANBAN, se indicará no solo el elemento destino sino también el momento temporal de entrega (Hora, Minuto), calculado en base a su tiempo ciclo estándar o real (en caso de haberse producido alguna incidencia), en la tarjeta aparecerá también una imagen y descripción del producto, Código Referencial, cantidad de producto en contenedor así como las ubicaciones de origen y destino.
Es importante tener presente que un sistema Kanban, es un sistema de organización de inventarios, sean estos de entrada o de trabajo en proceso.
Todo inventario es desperdicio, por lo que la empresa en todo momento deberá tratar (ya sea a través de momentos Kaizen, Kaikaku o de otra índole) de reducir el número y cantidad de ellos.
Un sistema Kanban, puede facilitar el forzar a la producción a alcanzar mejoras en la misma.
El JIT permite, que los centros de costes de todo el proceso a nivel global, se conviertan en uno de los 2 motores del trabajo del almacén, ya que pasan de ser receptores en tiempo y forma del volumen de trabajo organizado por otro centro a convertirse en los generadores de demandas en tiempos y volúmenes de trabajo para el resto de los centros de costes del sistema.
Esto es posible porque cada subproceso solicita volumen de trabajo al subproceso anterior.
Ello permitiría a todos los subprocesos poder gestionar los tiempos de su propio trabajo, lo cual facilitaría poder mejorar su eficacia mediante la consecución de los objetivos marcados por los requerimientos de la empresa.
De este modo, la gestión de los volúmenes y tiempos de trabajo permitirían, que la carga de trabajo se pudiera efectuar en la hora prevista, ayudando ese cumplimiento del horario de carga a facilitar el trabajo y reducir los posibles errores del personal, debido a las prisas propias o ajenas creadas por la falta de tiempo.
Todo ello, a la par que gestionar y aumentar su eficiencia y, con ello, aumentar la eficiencia del propio sistema a nivel global ya que la propia gestión de su volumen de trabajo por parte de todos los subprocesos permitiría reducir sus CT´s y, por ende, permitiría reducir el CF de todo el proceso.
De la misma manera, la gestión del volumen de trabajo reduciría e incluso eliminaría la necesidad de las posibles horas indirectas del departamento, por lo que el coste del centro, a nivel de horas extras, se reduciría para la empresa.
Conjuntamente con lo hasta aquí expuesto, el sistema JIT permite ,que mientras los procesos de los diferentes centros de costes vayan dejando de recibir demandas de los procesos posteriores, puedan dedicarse a otras responsabilidades, tales como limpieza del centro o puesto, labores administrativas, mantenimiento preventivo o predictivo.
Este sistema, a nivel global para la empresa, ofrece una forma de proceder que asegura ,que el volumen de producción, no exceda de las capacidades inmediatas de cada subproceso cliente, reduciendo y eliminando las colas de trabajo que ocasionan cuellos de botella, manteniendo el control, sobre el Work in Process, facilitando la trazabilidad de las mismas y, por tanto, las gestiones propias de información de las mismas.
Para conseguir todo esto, y conjuntamente con el sistema de arrastre anteriormente explicado, el JIT actúa principalmente sobre tres focos de la gestión:
– Reducción de los tiempos de preparación.
– Mantenimientos predictivo y preventivo.
– Cambio a líneas de flujo.
Es importante también el hecho de que un sistema JIT mejora la comunicación entre sub procesos, así como el trabajo humano, facilita la proactividad y reduce la necesidad de la automatización.
………………………..
Próximamente, publicaremos la segunda parte de este interesante artículo de David Molina sobre Lean Manufacturing, en el que trataremos la reducción de los tiempos de preparación y ejemplos de aplicación Lean.






